Em várias empresas quando se discutem resultados do setor de produção fala-se em OEE (Overall Equipment Effectiveness). Por que ele é tão importante?
Uma das formas mais utilizadas para medir a eficiência dentro da melhoria contínua dos processos produtivos é através do cálculo do OEE.
A eficiência de um processo é medida no gargalo do processo (restrição).
Ex.: Se uma envasadora tem capacidade nominal (de fábrica) de mil unidades por hora e a encaixotadora tem capacidade de produzir três mil unidades, a produção está limitada a mil unidades por hora. Essa é uma importante lição da Teoria das Restrições.
Esse indicador teve origem no TPM (Total Productive Maintenance). O objetivo era ir além do desempenho das máquinas e olhar para todas as fontes de perda de eficiência de processos.
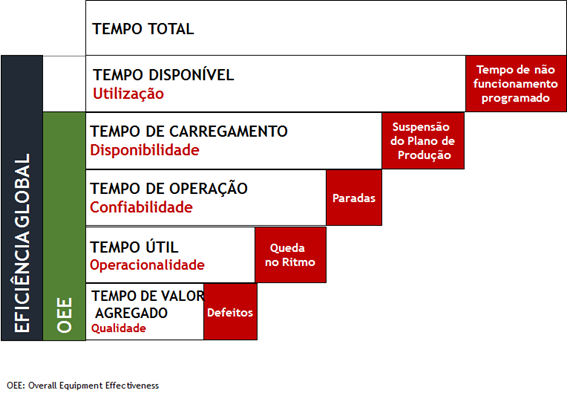
Diagrama de tempo do OEE
O diagrama mostra todas as perdas de tempo que impactam na eficiência do processo. Ele é uma forma visual de entender e relacionar as perdas de tempo.

Como funciona o diagrama?
Cada quadrado vermelho representa um conjunto de paradas que ocorrem no processo. Parte-se do princípio que máquina que não está produzindo não está gerando receitas para a empresa. Evidentemente, existem paradas planejadas e necessárias para manter o processo de acordo com os objetivos da empresa. Entretanto, vamos adotar: máquina parada, dinheiro perdido!
1- Utilização
O indicador de Utilização é calculado dividindo-se o Tempo Disponível (Tempo Total – Tempo de não funcionamento programado) pelo Tempo Total. Esse indicador está relacionado ao tempo em que a empresa está planejando produzir considerando demanda de mercado e capacidade de produção.

2- Disponibilidade
O indicador de Disponibilidade é calculado dividindo-se o Tempo de Carregamento (Tempo Disponível– Suspensão do Plano de Produção) pelo Tempo Disponível. Esse indicador está relacionado ao tempo em que o processo ficou parado devido a paradas gerenciais, isto é, não relacionadas às falhas de máquinas.

3- Confiabilidade
O indicador de Confiabilidade é calculado dividindo-se o Tempo de Operação (Tempo de Carregamento– Paradas) pelo Tempo de Carregamento. Esse indicador está relacionado ao tempo em que o processo ficou parado devido às falhas de máquinas.

4- Operacionalidade
O indicador de Operacionalidade é calculado dividindo-se o Tempo Útil (Tempo de Operação – Queda no Ritmo) pelo Tempo de Operação. Esse indicador está relacionado ao tempo em que o processo não funcionou na velocidade máxima possível (lembre: a velocidade máxima do processo é igual a velocidade máxima do equipamento menos veloz).

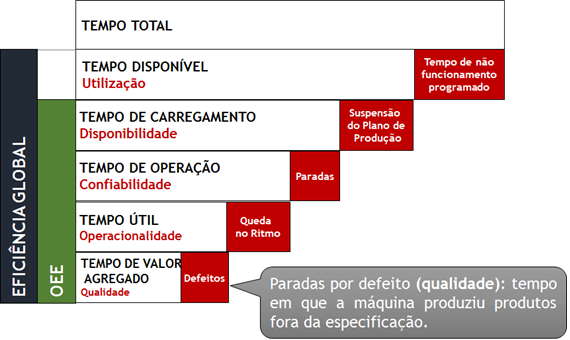
5- Qualidade
O indicador de Qualidade é calculado dividindo-se o Tempo de Valor Agregado (Tempo Útil– Defeitos) pelo Tempo Útil. Esse indicador está relacionado ao tempo em que o processo funcionou produzindo produtos não conformes (defeitos).
Como calcular o OEE a partir do diagrama de tempo?
O OEE é obtido pela multiplicação de quatro fatores do Diagrama de Tempo:
- Disponibilidade
- Confiabilidade
- Operacionalidade
- Qualidade

Note que a Utilização não faz parte do cálculo. Se multiplicamos o OEE pela Utilização temos o indicador chamado Eficiência Global. Este indicador indica quanto tempo o processo produziu em relação ao Tempo Total possível.
Como implantar o controle do OEE em um processo?
Para implantar o indicador são necessários quatros pontos:
- Lista de paradas:
Crie uma lista com as descrições das paradas que acontecem no processo. De acordo com o tipo de parada classifique conforme o diagrama OEE (suspensão do plano de produção, paradas, etc.).
Dica: crie um código para cada parada. Assim você evitará erros de digitação.
- Fichas de apontamentos:
As fichas de apontamentos devem conter a hora de início e fim de cada parada, onde ocorreu (etapa do processo) e data.
Dica: no início da implantação, considere apontar somente paradas acima de 10 minutos.
- Planilha de Resultados:
Elabore uma planilha na qual todos os apontamentos serão lançados. Coloque fórmulas na planilha para subtrair as paradas do Tempo Total do dia (24 horas). Crie um painel para calcular os indicadores conforme o diagrama do OEE. Siga esta rotina diariamente!
- Treine sua equipe:
As pessoas devem entender como é calculado cada indicador do OEE, a necessidade de controlar este indicador e como fazer os apontamentos. O apontamento de uma parada deve ser feito quando o gargalo do processo parar. O motivo pode estar em outro ponto do processo, logo aponta-se o local (etapa do processo) que causou a parada do gargalo.
Exemplo de cálculo:
Abaixo segue uma tabela com exemplo do cálculo dos indicadores de uma linha qualquer, considerando-se um mês com 31 dias (744 horas):

Não existe uma receita de bolo universal. Algumas pessoas consideram outras variáveis não descritas aqui, pois adequaram o cálculo à realidade de sua empresa.
Comece aos poucos, vá aprimorando os controles e ajustando o seu processo. Utilize o método PDCA para resolver os problemas. Os ganhos com reduções de desperdícios, atendimento aos clientes no prazo, foco da equipe nos resultados e melhoria do ambiente de trabalho serão enormes!

Comentários